Pat's Technical Corner



Recent News
- Pulseroller Introducing High-Speed 90° Transfer Unit at MODEX 2026
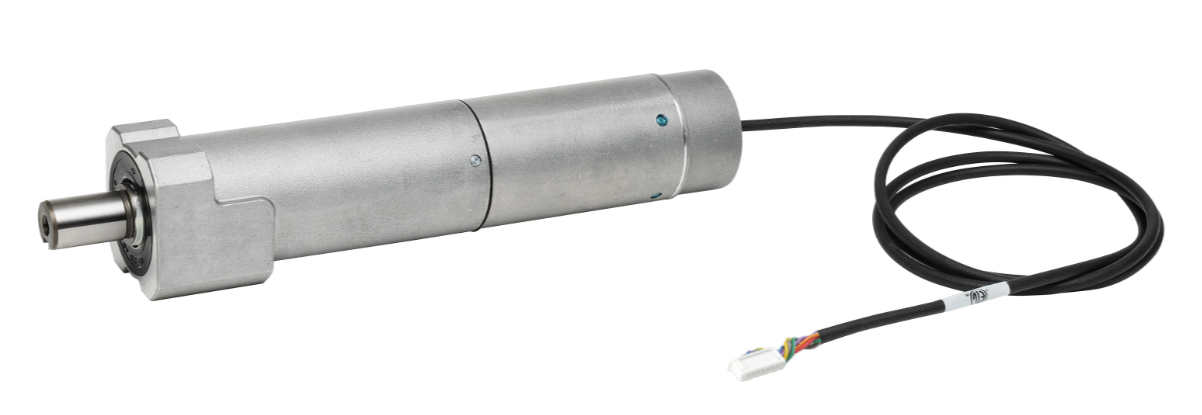
- Pulseroller to Spotlight Advanced Motor Drive Roller Solutions at MODEX 2026
- What Does NSF Certification Mean for Motorized Drive Rollers
- When and Why You Should Consider a 48V Motorized Drive Roller
- Promat 2025 | Pulseroller MDR Technology
Recent Pat's Corner
- From a Card Table to a Global Brand: Celebrating 25 Years of Innovation
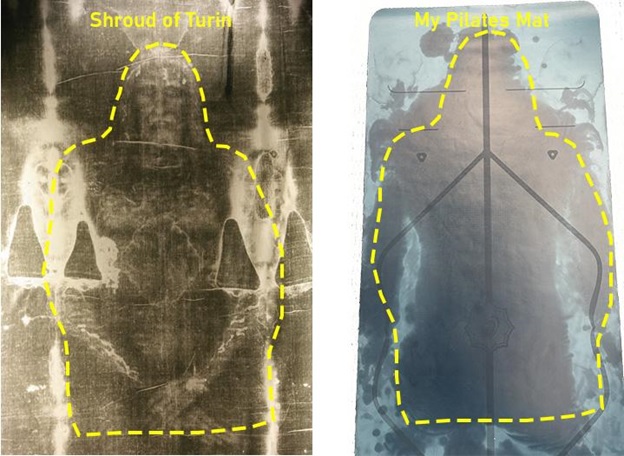
- Hot Mat Pilates and The Shroud of Turin
- Milestones. Or, How Pulseroller Hit 1 Million ConveyLinx Sold While I Chased My Next Left-Handed Guitar
- Safety Integrity Level, ConveyStop, and Acronym Soup
- The Shape of Things to Come
Recent Press Releases
- See You At The Assembly Show - FREE REGISTRATION COMPLIMENTS OF PULSEROLLER!
- PULSEROLLER® Spotlighting Low Cost 24V DC Motor Drive for Motion Control at Assembly 2020
- PULSEROLLER® Names New Director of Business Development
- PULSEROLLER at Promat 2019
- Visit PULSEROLLER at Logis-Tech Tokyo 2018